





The utility of peepholes is limited to low pressures and has the disadvantage of rapid fouling and loss of transparency due to the progressive deposition of oxide particles in their glasses, canceling their usefulness and increasing maintenance costs.
A more sophisticated type of peephole is the electronic type, which consists of a small container with an internal electrode. When condensate is present the electrode closes the electrical circuit by conductivity. The electric circuit is open when there is steam leakage. The signal is collected by an external measuring device connectable to the container, but its use is practically null due to high cost and poor reliability, because the electrode is short-circuited when coated with a film of iron oxide (magnetite) that cancels its function of diagnosis.
INSPECTION BY MEASUREMENT OF TIME:
This method is only applicable to steam traps with cyclic operation and it measures the time that elapses between two consecutive discharges of the steam trap. A stopwatch is not necessary, but just mentally count 101, 102, 103, ... to establish with sufficient validity the duration of the steam trap cycle in seconds. If the trap works continuosly without any cycle, three situations can occur:
1.- Steam trap is cold: It means the trap is our of service or blocked.
2.- Steam trap is warm: The trap is flooded (stack, undersized, high backpressure, ...).
3.- Steam trap is very hot: It means the trap is blowing steam.
If the trap opens cyclically it must be verified that the duration of its cycle is not excessively short. In thermodynamic disc steam traps, the cycle time should not be less than 30 sec; otherwise, the shorter the cycle, the more deteriorated its internal valve will be and the greater energy loss will be.
INSPECTION BY MEASUREMENT OF TEMPERATURE:
This method, if it is not joined to another, usually leads to errors since it requires knowing more information than is usually available in the field, namely:
♦ Steam trap type (continuous or intermittent discharge); discharge temperature (subcooled or at boiling point).
♦ Application (drip well, process, normal tracing, critical tracing, turbine, tank heating, ...).
♦ Inlet pressure (may vary due to regulating valves, charge variations, ...).
♦ Outlet pressure. This is always an unknown quantity. (It is not enough to know the pressure in the general retourn collector, but the one that exists just at the outlet of the steam trap, where there may be strong variations due to the formation of local flash steam at this point. This value significantly affects the correct operation of the trap, causing serious problems).
In small-flow traps, temperature measurement should generally be ruled out since ultrasonic detection is sufficiently reliable.
INSPECTION BY ULTRASOUND
It is a fast and quite reliable method to detect internal steam leaks. It consists of capturing the ultrasound generated by passage of steam or gas through an orifice. In effect, the flow of gas or steam at high speed through a narrowing generates noise in a wide range of frequencies, highlighting the harmonic that corresponds to a narrow area of frequencies around 39 KHz (+/- 2 KHz).
To apply the ultrasound method it is advisable to know how steam traps work, their type of discharge (continuous or cyclic), and select the sensitivity of the ultrasound instrument corresponding to the steam pressure; then apply the contact probe firmly on the steam trap to read the diagnosis on its LCD screen.
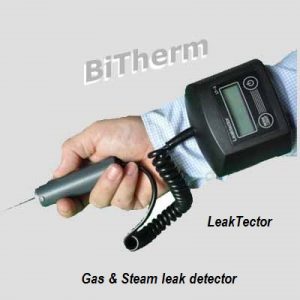
The figure shows the BiTherm ultrasound detector, model "LeakTector LT3-EX". This device is equipped with contact probe, optional directional probe for leak detection of compressed gas from a distance, discontinuous sensitivity selector and rechargeable battery. Its intrinsic safety certificate "EX II 1G Ex ia IIC T4 Ga" makes it suitable for use in potentially explosive atmospheres and its high sensitivity allows to diagnose very small steam leaks.
The reliability of this method depends on the mode of adjustment of the measurement scale and the user experience. To avoid diagnostic errors and simplify their use, it is recommended to use detectors with a continuous scale selector, since sensitivity adjustment is critical and depends on the skill of the operator and the results are not always reliable.
Note that the ultrasound method loses reliability when the local back pressure behind the purge element is very high and the differential pressure is reduced to values below 1 bar (see document limitations of ultrasound ...).
Warn that in case of doubt, for example in the high flowrate steam traps where a large amount of flash steam is produced that can generate ultrasound and be interpreted as a live steam leak, several ultrasound readings must be made, one on the steam trap and other 1 or 2 measurements downstream of it. Comparing both measurements, if the level of ultrasound detected is similar at all points, the existence of steam leakage is likely; on the contrary, if the ultrasound is attenuated downstream, it would be due to flash steam, not by passage of live steam.
INSPECTION BY REMOTE MONITORING (SmartWatchWeb™)
This is the most reliable method since unlike the rest, where only the situation is assessed at a given time, the monitoring takes into account the evolution of the parameters that define the operation of the trap over time, identifying substantial changes that they are clear indicators of failures or anomalies.
The monitoring can be total or partial depending on the parameters monitored: ultrasound, temperature, and back pressure. For more information go to Monitoring.